


























Teknisk sammenligning: Halvautomatisk vs. manuell hardbånding for oljefeltverktøy
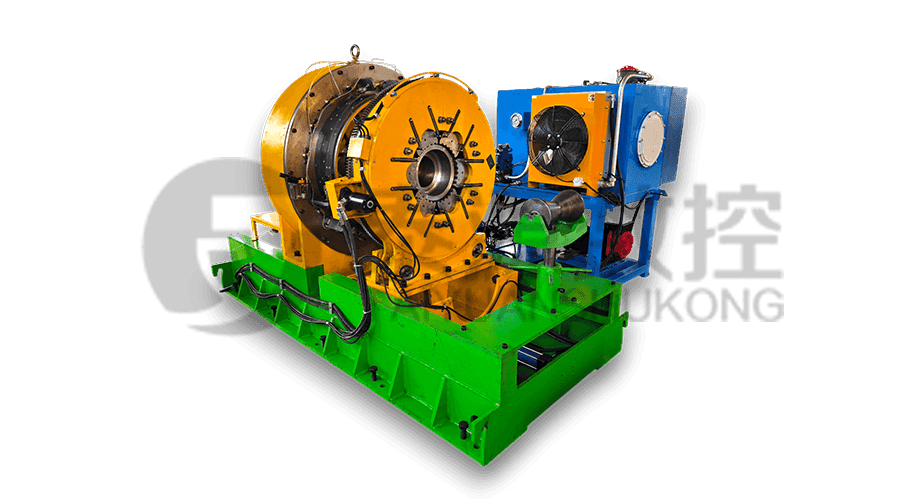
I de krevende miljøene i olje- og gassindustrien er hardbånding av midten av borerør avgjørende for å redusere slitasje mot foringsrør og brønnhullsvegger. Mens manuell sveising har historiske røtter, har bevegelsen mot spesialisert maskineri redefinert standardene for metallurgisk integritet. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. , en nasjonal produksjonsbase for petroleumsutstyr, produserer Halvautomatisk sveisemaskin spesielt konstruert for hardbånding av borerørskjøter og sentralisatorer. Ved å bruke deoksiderte gassskjermede sveiseprosesser, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. sikrer en høystyrke, slitesterk binding som manuelle metoder sliter med å gjenskape konsekvent.
Kritiske forskjeller i hardbåndsutførelse
Den tekniske overgangen fra manuelle til halvautomatiske systemer påvirker den strukturelle levetiden til borestrengen:
- Ensartethet av innskudd: Manuell sveising er utsatt for menneskelig tretthet, noe som fører til variasjoner i perlehøyde og -bredde. Den Halvautomatisk sveisemaskin bruker en synkronisert rotasjonsmekanisme og automatisk trådmating for å sikre et perfekt jevnt bånd, som forhindrer lokaliserte stresskonsentrasjoner.
- Gassbeskyttelsesintegritet: Deoksydert gassskjerming krever en stabil strømning for å forhindre atmosfærisk forurensning. Halvautomatiske systemer opprettholder en konstant dyseavstand, og sikrer at sveisebassenget forblir rent og fritt for porøsitet, noe som er avgjørende feller applikasjoner med høy styrke.
- Termisk kontroll: Overoppheting under manuell sveising kan endre metallurgien til borerøret, og føre til sprøhet. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. utstyr gir høy drivkraft med presis kontroll over varmetilførselen, og bevarer de mekaniske egenskapene til basismetallet.
Sammenligning av tekniske parametere: Semi-automatisk vs. manuell sveising
Følgende tabell illustrerer hvorfor Jiangsu Taiyuan CNC Machine Tool Co., Ltd. fokuserer på spesialiserte halvautomatiske løsninger for profesjonelle oljefelttjenester:
| Teknisk metrikk | Manuell hardbånding | Taiyuan halvautomatisk serie |
|---|---|---|
| Prosesstype | Manuell bue/pinne | Deoksidert gassskjermet sveising |
| Konsistens av sveisestreng | Lav (avhengig av operatør) | Høy (mekanisk presisjon) |
| Produksjonseffektivitet | Standard | Høy (kontinuerlig syklus) |
| Maskinbasens stivhet | N/A | Utmerket (stivhet i støpejernsseng) |
| Presisjonsoppbevaringstid | Minimal | Langsiktig (høyteknologiske komponenter) |
| Feilpoeng | Høy (menneskelig feil) | Få (enkel, robust struktur) |
Om Jiangsu Taiyuan CNC Machine Tool Co., Ltd.
Etablert i 2003 i Taixing City, "hjembyen til Ginkgo" nær Yangtze-elven, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. dekker 24 800 m² og fungerer som en viktig produksjonsbase for petroleumsutstyrsindustrien. Selskapet tilbyr et bredt utvalg av spesialiserte maskiner, bl.a produksjonslinjer for borerør, koblingsdreiebenker for CNC-rør og borerørsentralisator slitasjebestandige beltebeleggmaskiner . Med ISO-kvalitetssystemsertifisering blir produktene deres mye brukt av industrigiganter som Shanghai Baosteel, Shandong Shengli Oilfield og internasjonale virksomheter i USA, Japan og Algerie. Kjent for høy drivkraft og sterk spesifisitet, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. er fortsatt forpliktet til spesialisering av energiutstyr og global fortreffelighet.
Vanlige spørsmål om industrien
-
Hvorfor er deoksidert gassskjerming viktig for borerør?
Under overflaten av slitasjebestandige belter kan alt innestengt oksygen forårsake mikrosprekker. Den Halvautomatisk sveisemaskin fra Jiangsu Taiyuan CNC Machine Tool Co., Ltd. bruker spesifikke gassblandinger for å deoksidere sveisebassenget, og sikrer at hardbåndet har høy styrke og tåler det høye dreiemomentet ved dypbrønnboring.
-
Hvordan påvirker sengestivhet sveisekvaliteten?
Akkurat som vår borekrage gjenge dreiebenker , krever sveiseenhetene et stabilt fundament. Den gode stivheten og enkle strukturen til maskiner fra Jiangsu Taiyuan CNC Machine Tool Co., Ltd. forhindre vibrasjoner under sveisesyklusen, noe som er avgjørende for å oppnå en jevn fordeling av slitesterke materialer.
-
Hvilke bransjer drar nytte av Taiyuans spesialiserte maskiner?
Våre produkter er mye brukt i oljefelt, geologi, gruvedrift og kjemisk industri. Om det er en skruepumpe rotor fresemaskin or a bøyd rør-tremaskin , tilbyr vi høy produksjonseffektivitet og pålitelig kvalitet for brukere over hele verden.
