Påminnelsesinformasjon


May 25, 2026
A Modulær jernsponknuser løser den kritiske operasjonelle flaskehalsen med klumpete, fuglerede metallsponhåndtering ved mekanisk reduksjon av lange, kontinuerlige metallsvinger til små, jevne spon. Denne strukturelle volumreduksjonen komprimerer rå skrapprofiltetthet med opptil 80 %, reduserer lagerfotavtrykk betydelig, reduserer logistikktransportkostnader og maksimerer gjenvinningsutbyttet for kjølevæske med opptil 95 % under påfølgende sentrifugalseparasjonssykluser.
Behandlingseffektiviteten til en modulær makuleringsmaskin er avhengig av en dobbel-aksel eller enkelt-aksel skjæremekanisme med høyt dreiemoment som roterer ved lave strukturelle hastigheter. Når kontinuerlige bunter av duktilt jern eller karbonstål kommer inn i traktmunningen, griper spesialiserte krokformede legeringskniver den ytre omkretsen av spånredet.
Materialet tvinges mot en stasjonær motknivblokk, og skjærer metalltrådene langs krystallinske spenningslinjer. Denne konfigurasjonen med lav hastighet og høyt dreiemoment forhindrer varmeoppbygging og eliminerer risikoen for gnister eller lokal forbrenning, noe som gjør den til en utrolig sikker metode for å behandle skrap mettet med flyktige petroleumsbaserte skjæreoljer.
For å sikre riktig integrering i automatiserte maskineringsceller eller sentraliserte skrapinnsamlingsgårder, må maskinparametrene samsvare med volumutgangen til produksjonsanlegget. De spesifikke fysiske ytelsesindeksene nedenfor viser hvordan modulær skalering matcher ulike gulvoperasjoner.
| Ytelsesattributt | Kompakt cellemodul | Sentralisert anleggsmodul |
|---|---|---|
| Gjennomstrømningskapasitet (stål/jern) | 200 til 400 kg/time | 1500 til 3000 kg/time |
| Hoveddrivmotorkraft | 5,5 kW til 7,5 kW | 30 kW til 45 kW |
| Lengdeprofil etter knusing | Under 15 mm uniform spon | Under 25 mm måkbart skrot |
| Strukturelt fotavtrykk Størrelse | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Rå, ikke-knust jernspon fungerer som en strukturell svamp, og holder store mengder dyre emulgerte skjærevæsker på sine høye overflater. Å behandle løse dreier direkte gjennom en sentrifuge er svært ineffektivt fordi de lange strukturelle reirene floker seg inn i den snurrende trommelen, og forårsaker massive mekaniske ubalanser.
Industriell prosesseringseksempel: Et mellomstort bilstøpeanlegg som genererte 50 tonn jernspon hver måned, mistet omtrent 120 liter skjæreolje per tonn uknuste spåner. Etter å ha implementert en lokalisert modulær knuseenhet for å redusere spånprofilen ned til 10 mm løs spon, gjenvunnet deres sekundære sponpresser 5400 liter ren kjølevæskeolje månedlig, noe som ga direkte besparelser på kjemiske anskaffelser på over 14 000 dollar i løpet av første driftskvartal.
Industrielle skrapstrømmer inneholder ofte trampmetallforurensninger, for eksempel bolter som har mistet, ødelagte karbidverktøyinnsatser eller tunge strukturelle stangender. For å forhindre katastrofale knivskader eller brudd på drivakselen når ikke-knusbare gjenstander kommer inn i kammeret, har moderne modulære enheter en integrert PLS-kontroller som konstant overvåker det elektriske strømtrekket til hoveddrivmotoren.
Den primære fordelen med en modulær strukturell layout er muligheten til å betjene skjæreenheten uten å fjerne hele den mekaniske rammen. Slitesterke skjæreringer er montert på sekskantede aksler ved hjelp av presisjonsmaskinerte låsekrager. Når kniveggene er sløve etter å ha behandlet store volumer av slipende støpejern, kan vedlikeholdsteam skyve ut hele akselkassettenheten, skifte ut individuelle slitte bladmoduler og sette maskinen tilbake til service innen et kort, to timers planlagt vedlikeholdsvindu.
Relaterte produkter
 Modell: TYSK-630T Borerør, skjøt og kobling av dreiebenk
Modell: TYSK-630T Borerør, skjøt og kobling av dreiebenk
Maskinen bruker et FANUC CNC-system med stabil prosesseringsnøyaktighet og fleksible programmeringsfunksjoner for å sikre at de behandlede delene oppfyller strenge industristandarder. Det høye dreiemomentet og designen med tung belastning kan takle langvarig kontinuerlig arbeid og har sterk holdbarhet.
 Modell:TYSK-1355 Oljerørbehandling dreiebenk
Modell:TYSK-1355 Oljerørbehandling dreiebenk
Maskinen bruker et FANUC CNC-system med stabil prosesseringsnøyaktighet og fleksible programmeringsfunksjoner for å sikre at de behandlede delene oppfyller strenge industristandarder. Det høye dreiemomentet og designen med tung belastning kan takle langvarig kontinuerlig arbeid og har sterk holdbarhet.
 Modell: TYSK-XQJ-550 Medium og stor PTFE -filmskivemaskin
Modell: TYSK-XQJ-550 Medium og stor PTFE -filmskivemaskin
Designet for å behandle emner med en maksimal diameter på 550 mm og en maksimal lengde på 1000 mm. Vi kan også tilpasse etter brukernes behov. Vennlig endringshastighet og tykkelse med CNC.
 Serie:TYSK-NKJ Skrue-på-maskin/foringsrør og slangekobling Bucking Unit
Serie:TYSK-NKJ Skrue-på-maskin/foringsrør og slangekobling Bucking Unit
Maskinen bruker en hydraulisk motor, mekanisk flytemekanisme og dreiemomentdeteksjon i sanntid, tilpasser seg materialbøyning og forhindrer materialdeformasjon. Hjelpemaskiner er konfigurert til å hjelpe med semi-automatisering.
 Lange, tunge materialløsninger Automatisk lasting og lossemekanisme for pipetråding
Lange, tunge materialløsninger Automatisk lasting og lossemekanisme for pipetråding
Den spesielle fleksible støttemodusen kan effektivt redusere påvirkningen av arbeidsstykkebøying på bearbeiding og forbedre utbyttet. Strengt samsvarende med vår dreiebenk for rørgjenging.
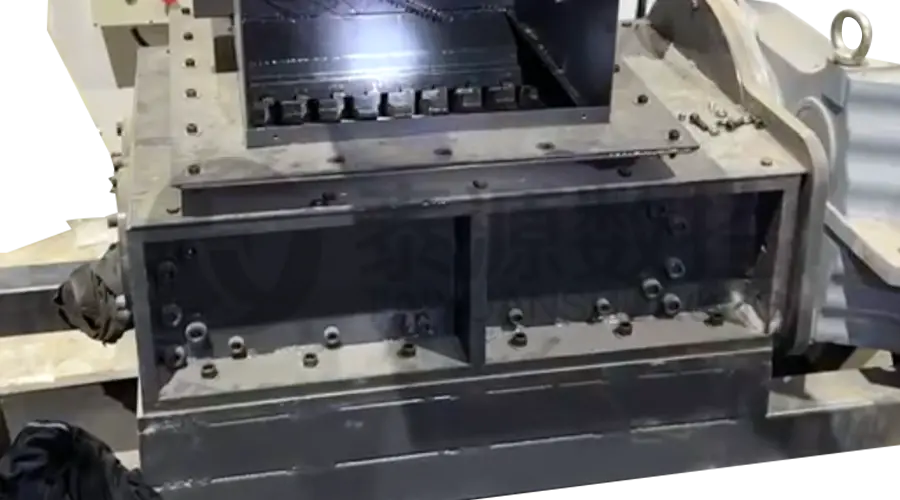
Modulær jernsponknuser Høystyrke knuser for chip
Bladene er laget av materialer med høy styrke og rimelig plassert ved utgangen av sponavtrekkeren for å bryte jernsponene. Reduser risikoen for tilbakerulling og forbedre utnyttelsen av avfallsrammen.
 Serie:TYSK-HB Semi-automatisk slitasjebestandig band sveiser
Serie:TYSK-HB Semi-automatisk slitasjebestandig band sveiser
Gjelder for ARNCO 100XT, 200XT, 300XT. Støtt φ1.2-2.0 overflatesveising med kjerne eller solid tråd. Kan utstyres med spraysveising med én pistol og spraysveising med dobbel pistol på to måter. Støtte PLS eller CNC systemkontroll.
