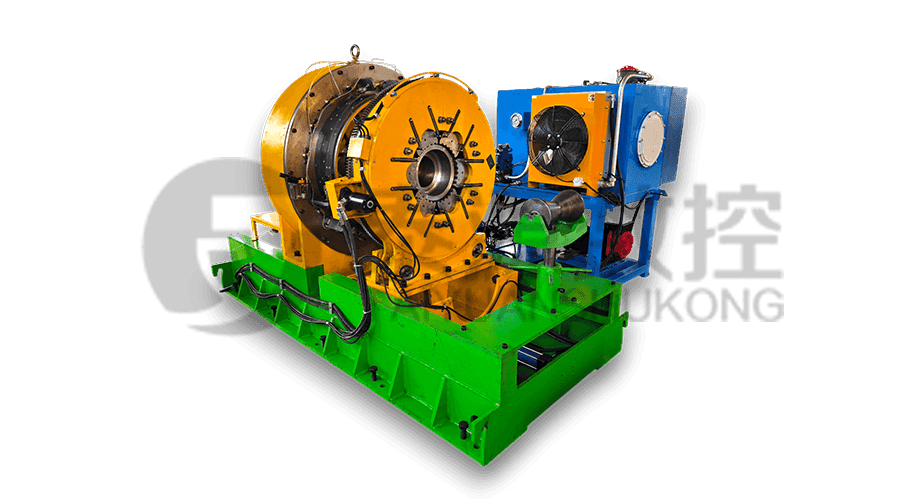
Modell: Tysk-630T
Maskinen vedtar et FANUC CNC -system med stabil behandlingsnøyaktighet og fle...


Utmerket utstyrsbehandlingsnøyaktighet, god stivhet og førsteklasses behandlingseffektivitet, slik at produktene våre kan kvalifiseres for API-standarder og de fleste av markedspremieforbindelsene.

Maskinen vedtar et FANUC CNC -system med stabil behandlingsnøyaktighet og fle...





I det krevende miljøet for produksjon av Oil Country Tubular Goods (OCTG) er det å følge American Petroleum Institute (API) 5CT-standarder ikke bare et regulatorisk krav – det er en grunnlinje for driftssikkerhet. Int...

I høyinnsatssektoren for produksjon av petroleumsutstyr er overgangen fra frittstående utstyr til fullt integrerte systemer lenger en luksus – det er en teknisk nødvendighet. A cnc rørgjengemaskin er hjerteslag...
I høyytelses plastindustrien er effektiviteten av å konvertere dyre råvarer til brukbare filmer en kritisk målestokk for lønnsomhet. Behandling av fylte PTFE (polytetrafluoretylen)-emner – som ofte inneholder glassfib...
Vår forpliktelse
Vårt mål er å tilby skreddersydde løsninger til markedet og våre kunder, enten det er et enkelt produkt eller et komplett sett med utstyr.
Selv om markeder, bruksområder og kunder varierer, har vi en unik tilnærming som fører kundene våre til suksess.
Vi vil svare tålmodig og nøye på eventuelle henvendelser og tilbakemeldinger fra kunder.
For enhver konsultasjon fra kunder, vil vi gi det mest profesjonelle og rimelige tilbudet så snart som mulig.
For alle nye produkter fra kundene våre, vil vi kommunisere med dem på en svært profesjonell måte, lytte til meningene deres og gi praktiske forslag for å sikre at vi tilbyr de beste produktene.
Vi vil fullføre enhver bestilling fra våre kunder i tide, med garantert kvalitet og kvantitet.

Når du bruker Joint & Coupling dreiebenkemaskin For å behandle borerørfuger og koblinger, er de vanlige verktøyets slitasjeproblemer og løsninger som følger:
Vanlige verktøy Slitasjeproblemer
Sliping av slitasje: Under prosessering av borerørfuger og koblinger, vil harde punkter i arbeidsstykkematerialet, for eksempel karbider, nitrider, etc., kutte og skrape verktøyoverflaten som slipende partikler, forårsake slitasje på verktøyet. Spesielt når du behandler borerørmaterialer med høyere hardhet, er slitasje slitasje mer åpenbar.
Limsklær: Under skjæreprosessen er det sterk friksjon og høy temperatur mellom verktøyet og arbeidsstykkets overflate, noe som får atomene mellom verktøyet og arbeidsstykkets materiale til å diffundere og binde seg til hverandre. Når verktøyet og arbeidsstykket beveger seg i forhold til hverandre, vil bindingspunktet bli revet, noe som fører til at verktøymaterialet blir tatt bort, og danner limklær. Denne typen slitasje er utsatt for å oppstå når du behandler materialer med høy viskositet.
Diffusjonslitasje: Under høytemperaturskjæringsbetingelser vil de kjemiske elementene i verktøyet og arbeidsstykkematerialet diffundere med hverandre, endre den kjemiske sammensetningen og egenskapene til verktøymaterialet, redusere hardheten og styrken til verktøyet, og dermed forverre slitasje av verktøyet. Spesielt når du skjærer borerørfuger og koblinger med høy hastighet, vil diffusjonsslitasje være mer alvorlig.
Bladkollaps: Siden behandlingen av borerørfuger og koblinger vanligvis krever intermitterende skjæring, for eksempel når du behandler tråder, vil verktøyet bli utsatt for periodisk påvirkningsbelastning. Når virkningsmotstanden til verktøyet er utilstrekkelig eller skjæreparametrene ikke velges riktig, er kanten av verktøyet utsatt for sammenbrudd i bladet, noe som resulterer i for tidlig svikt i verktøyet.
Termisk utmattelsesklær: Under skjæreprosessen blir verktøyet gjentatte ganger utsatt for skjærevarme, og genererer termisk spenning. Når den termiske spenningen overstiger utmattelsesstyrken til verktøymaterialet, vil sprekker vises på verktøyoverflaten. Når sprekkene utvides og kobles til hverandre, vil verktøymaterialet skrelle av og danne termisk utmattelsesklær.
Løsning
Velg riktig verktøymateriale
For alvorlig slitasje slitasje, kan karbidverktøy med høy hardhet og god slitestyrke velges. Drill Rod -prosessutstyret produsert av Jiangsu Taixing CNC Machine Tool Co., Ltd. er egnet for en rekke verktøy. Den tilsvarende karbidverktøymodellen kan velges i henhold til forskjellige behandlingskrav for å forbedre verktøyets motstand mot slitasje.
For bindingsslitasje og diffusjonslitasje kan belagte verktøy brukes. Belegget kan danne et isolasjonslag mellom verktøyet og arbeidsstykket, redusere den direkte kontakten mellom verktøyet og arbeidsstykkets materiale, og redusere muligheten for liming og diffusjon. For eksempel har tinnbelagte verktøy god hardhet og kjemisk stabilitet, noe som effektivt kan redusere liming og diffusjonslitasje.
Optimaliser skjæreparametere
Juster rimelig skjærehastigheten, fôrhastigheten og skjæredybden. Når du behandler borestangfuger og koblinger, hvis skjærehastigheten er for høy, vil det forverre slitasjen på verktøyet, spesielt diffusjonsslitasje og termisk utmattelsesklær. I henhold til arbeidsstykkets materiale og verktøyytelse, velg riktig skjærehastighet. Generelt sett, for borestangmaterialer med høyere hardhet, bør skjærehastigheten reduseres på riktig måte.
Fôrhastigheten skal ikke være for stor. Overdreven fôrhastighet vil øke skjærekraften på verktøyet, noe som er lett å forårsake flis og økt slitasje. Det rimelige fôrhastighetsområdet kan bestemmes gjennom eksperimenter og erfaring.
Valg av skjæredybde bør vurdere styrken til verktøyet og behandlingskravene til arbeidsstykket, og unngå overdreven skjæredybde, noe som vil føre til at verktøyet har overdreven belastning.
Forbedre skjæreforholdene
Bruk full bruk av skjærevæske. Skjærevæske har funksjonene til kjøling, smøring, fjerning av chip og rustforebygging, noe som effektivt kan redusere skjæringstemperaturen, redusere friksjonen mellom verktøyet og arbeidsstykket, og dermed redusere slitasje på verktøyet. For behandling av borerørfuger og koblinger, bør kutte væsker med god ekstrem trykksmøring og kjøleegenskaper velges, for eksempel å kutte væsker som inneholder ekstreme trykktilsetningsstoffer som svovel og fosfor.
Rengjør sjetongene i skjæreområdet regelmessig for å forhindre at brikkene samles mellom verktøyet og arbeidsstykket, og forårsaker sekundær slitasje. Utstyret til Jiangsu Taixing CNC Machine Tool Co., Ltd. kan være utstyrt med tilsvarende flisfjerningsenheter. Forsikre deg om at den er normale drift og rettidig utslipp av brikker.
Forbedre kvaliteten på verktøyets sliping
Sørg for skarpheten og overflatekvaliteten på verktøyet. En sløv kant vil øke skjærekraften og skjære varmen, akselerere verktøyets slitasje; Overdreven overflateuhet på verktøyet vil også øke friksjonen og forverre slitasje. Derfor er det nødvendig å bruke passende slipingsteknologi og utstyr for å finkjøre verktøyet for å forbedre kvaliteten på verktøyets sliping.
Skarp og inspiser verktøyene regelmessig for å oppdage slitasje og skade på verktøyene i tide, og skarpe på nytt eller erstatte verktøyene som er sterkt slitt for å sikre prosesseringskvalitet og effektivitet.
