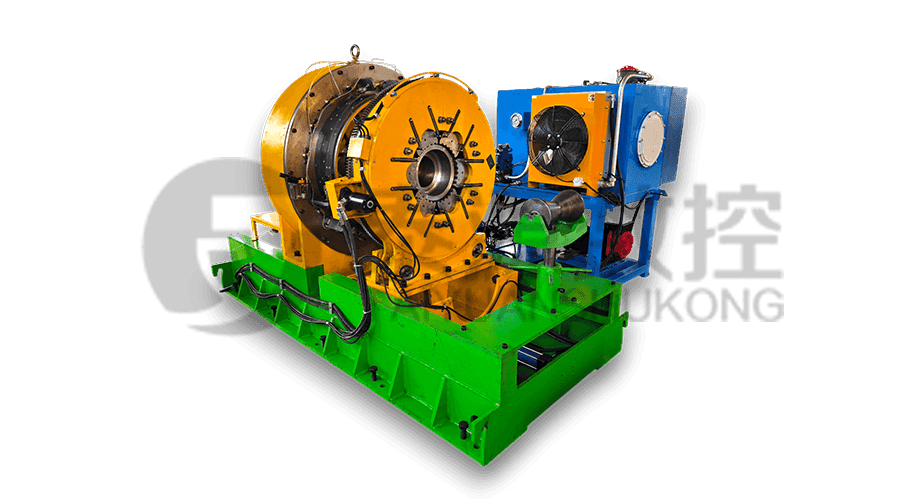
Modell: Tysk-630T
Maskinen vedtar et FANUC CNC -system med stabil behandlingsnøyaktighet og fle...


Utmerket utstyrsbehandlingsnøyaktighet, god stivhet, førsteklasses behandlingseffektivitet, slik at produktene våre kan kvalifiseres for API-standarder og det meste av markedspremieforbindelsen.

Maskinen vedtar et FANUC CNC -system med stabil behandlingsnøyaktighet og fle...

Maskinen vedtar et FANUC CNC -system med stabil behandlingsnøyaktighet og fle...





I det krevende miljøet for produksjon av Oil Country Tubular Goods (OCTG) er det å følge American Petroleum Institute (API) 5CT-standarder ikke bare et regulatorisk krav – det er en grunnlinje for driftssikkerhet. Int...

I høyinnsatssektoren for produksjon av petroleumsutstyr er overgangen fra frittstående utstyr til fullt integrerte systemer lenger en luksus – det er en teknisk nødvendighet. A cnc rørgjengemaskin er hjerteslag...
I høyytelses plastindustrien er effektiviteten av å konvertere dyre råvarer til brukbare filmer en kritisk målestokk for lønnsomhet. Behandling av fylte PTFE (polytetrafluoretylen)-emner – som ofte inneholder glassfib...
Vår forpliktelse
Vårt mål er å tilby skreddersydde løsninger til markedet og våre kunder, enten det er et enkelt produkt eller et komplett sett med utstyr.
Selv om markeder, bruksområder og kunder varierer, har vi en unik tilnærming som fører kundene våre til suksess.
Vi vil svare tålmodig og nøye på eventuelle henvendelser og tilbakemeldinger fra kunder.
For enhver konsultasjon fra kunder, vil vi gi det mest profesjonelle og rimelige tilbudet så snart som mulig.
For alle nye produkter fra kundene våre, vil vi kommunisere med dem på en svært profesjonell måte, lytte til meningene deres og gi praktiske forslag for å sikre at vi tilbyr de beste produktene.
Vi vil fullføre enhver bestilling fra våre kunder i tide, med garantert kvalitet og kvantitet.

Jiangsu Taiyuan CNC Machine Tool Co., Ltd. har en rekke CNC -maskinverktøy for rørbehandling. Følgende er metoden for å justere skjæreparametrene til CNC Pipe Threading dreiebenkemaskin For å sikre trådkvaliteten når du behandler rør med forskjellige materialer:
Behandling av stålrør
Skjærehastighet: For rør laget av middels karbonstål, kan skjærehastigheten være rundt 100-200 m/min. Hvis det er legeringsstål, på grunn av sin høye hardhet, bør skjærehastigheten reduseres på riktig måte til omtrent 80-150 m/min for å forhindre overdreven slitasje av verktøyet og sikre overflatekvaliteten på tråden.
Fôrhastighet: Vanligvis er fôrhastigheten per revolusjon mer passende på 0,5-1,2 mm/rev. For tråder med høye presisjonskrav, kan en mindre fôrhastighet, for eksempel 0,5-0,8 mm/rev, velges for å forbedre finishen og presisjonen til tråden.
Kuttedybde: I henhold til spesifikasjonene og kravene til tråden, kan skjæredybden kontrolleres ved 1-2 mm under grov maskinering og 0,2-0,5 mm under fin maskinering.
Behandling av kobberrør
Skjærehastighet: Hardheten til kobber er relativt lav, og skjærehastigheten kan økes på riktig måte, vanligvis rundt 200-300 m/min. Hastigheten skal imidlertid ikke være for høy, ellers kan det føre til at kobberflis vikler rundt verktøyet og påvirker prosesseringskvaliteten.
Fôrhastighet: Fôrhastigheten kan velges mellom 0,8-1,5 mm/rev. På grunn av kobberens gode duktilitet, kan en større fôrhastighet redusere skjærekraften og forhindre overdreven deformasjon av materialet, men det skal også bemerkes at det ikke skal være for stort til å unngå å påvirke trådnøyaktigheten.
Kuttedybde: Skjæredybden kan være 1,5-2,5 mm under grov maskinering og 0,3-0,6 mm under fin maskinering.
Behandle aluminiumsrør
Skjærehastighet: Aluminium har lav hardhet og god skjæreytelse, så skjærehastigheten kan være høyere, vanligvis 300-500 m/min. Imidlertid bør oppmerksomhet rettes mot problemet med bebygd kant som kan oppstå under høyhastighetsskjæring, som kan løses ved passende kjøling og smøringstiltak.
Fôrhastighet: Fôrhastigheten kan være rundt 1-2 mm/rev. Siden aluminiumsmaterialer er mykere, kan en større fôrhastighet forbedre prosesseringseffektiviteten, men det er nødvendig å forhindre at overdreven fôrhastighet forårsaker feil som riper på trådoverflaten.
Kuttedybde: Skjæredybden kan være 2-3 mm under grov prosessering og 0,3-0,8 mm under fin prosessering.
Behandle rustfrie stålrør
Skjærehastighet: Rustfritt stål har høy styrke og hardhet, og er utsatt for å jobbe herding. Skjekthastigheten er vanligvis 60-120 m/min. For lav hastighet vil forårsake økt verktøyslitasje, og for høy hastighet kan forårsake verktøyforbrenninger og deformasjon av arbeidsstykket.
Fôrhastighet: Fôrhastigheten per revolusjon er vanligvis 0,3-0,8 mm/rev. En mindre fôrhastighet kan redusere skjærekraften, redusere graden av arbeidsherding og bidra til å sikre trådkvalitet.
Kuttedybde: Skjæredybden kan kontrolleres til 0,8-1,5 mm under grov maskinering og 0,1-0,3 mm under fin maskinering.
